How Do You Hire CNC Operators and Machinists?
· 8 min read
You hire CNC operators and machinists by recruiting from trade schools, apprenticeships, veteran-transition programs, and shop-floor referrals, then verifying hands-on skill with a scored practical test before the offer. A machinist's resume is the wrong instrument to measure a machinist: on its own it tracks real performance at only about r = 0.14, where a scored bench test climbs to 0.45+ and a stack of validated methods clears 0.6. And because an idle CNC seat is unbilled spindle time, speed is a P&L line here, not an HR nicety, replacing one skilled-trade hire runs an estimated $5,000-$20,000, or 50-200% of salary (SHRM), which is why time to hire is a P&L line here.
Where do you find CNC operators and machinists?
You find CNC operators and machinists where the trade is actually taught and practiced: community college and technical-school machining programs, registered apprenticeships, veteran-transition programs, and referrals from the people already running your machines. A generic job-board post reaches everyone and qualifies no one; the skilled-trade pipeline is relationship-driven, so the supply sits inside schools, unions, and your own crew.
Treat referrals as your highest-yield channel and instrument it like one. A machinist who already runs your Haas or Mazak knows exactly who on their old crew could hold a tolerance and show up, and a referred hire arrives pre-vetted on the two things a resume hides: skill and reliability. Pair that with a standing relationship with one or two local machining instructors, and you get first look at graduates before they ever hit a job board. This is the same playbook that works across high-volume hiring: own a few high-quality channels instead of spraying one low-quality one.
The edge case is the career-changer with no formal machining credential: the ex-automotive tech, the hobbyist who built their own CNC router, the manufacturing line worker who taught themselves G-code. They never surface in a keyword search because their resume says the wrong words, yet they often out-perform credentialed applicants. Semantic matching that reads whether someone actually used a skill versus merely listed it is how you keep that candidate from being filtered out before anyone looks.
Roughly 160,000 recruitment agencies operate worldwide, and many will happily place machinists at a 15-25% placement fee on a hire you could have sourced yourself. For a recurring shop-floor role, building a trade-school and referral pipeline is almost always cheaper per hire than renting one placement at a time.
- Trade schools and community colleges: standing relationships with machining instructors for first look at graduates
- Registered apprenticeships: train-and-retain pipelines that grow the operators you cannot buy
- Shop-floor referrals: your best machinists know who else can hold a tolerance and show up
- Veteran-transition programs: disciplined candidates with mechanical aptitude and a track record of reliability
How do you verify a CNC operator hands-on skill?
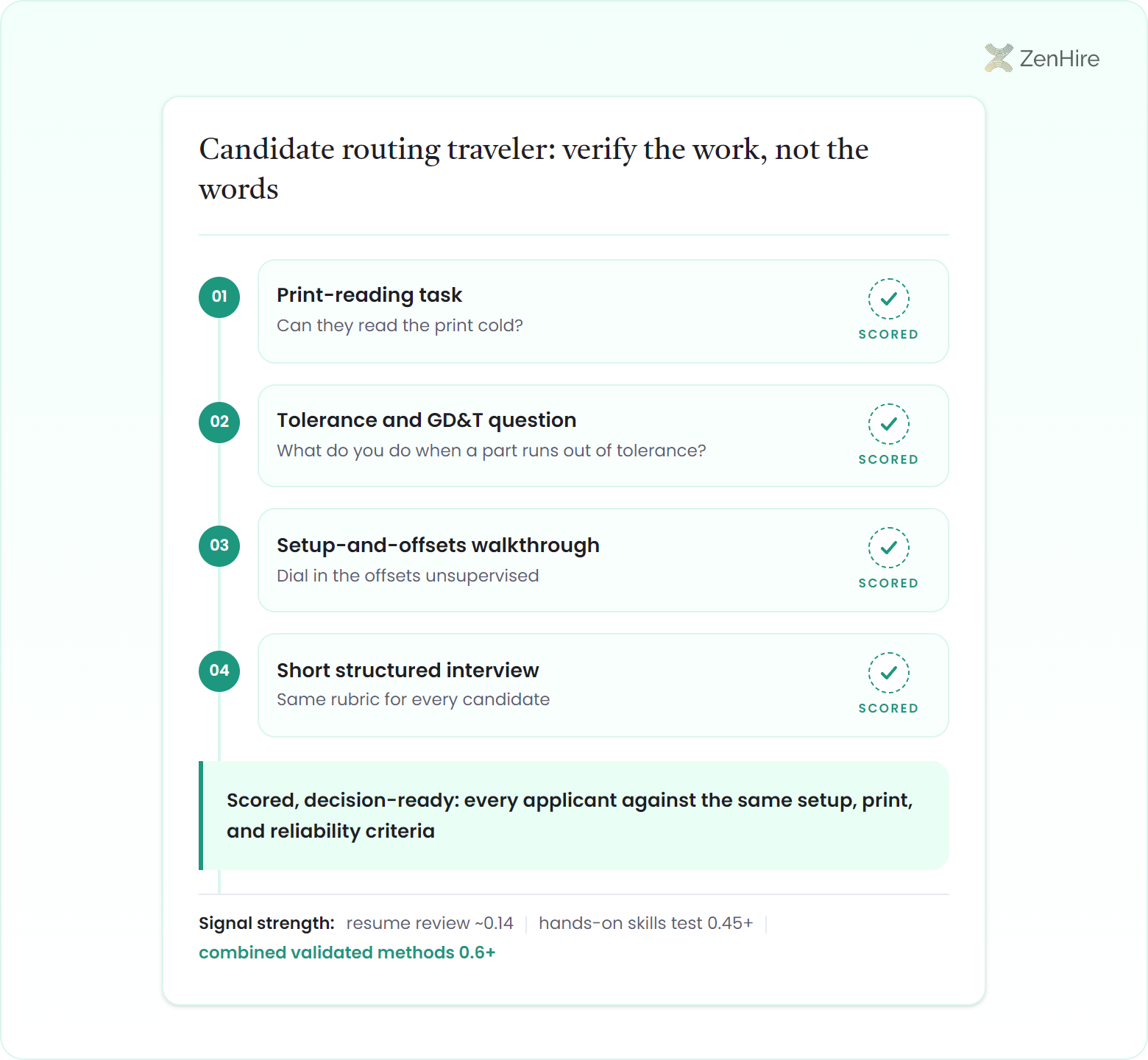
You verify a CNC operator's hands-on skill with a practical check, not a conversation: a blueprint or print-reading task, a tolerance and GD&T question, a setup-and-offsets walkthrough, and a short structured interview scored against the same rubric for every candidate. The job is concrete and measurable, so your screen should be too: can this person read the print, dial in the offsets, and tell you what they would do when a part runs out of tolerance?
Make the evaluation consistent and you make it predictive. The gap between reading a resume and watching someone hold a tolerance is measurable: a resume scan tracks output at about r = 0.14 and a loose chat at roughly 0.18, a structured interview reaches about 0.28, and a hands-on skills test sits at 0.45+; layer the validated methods together and the signal clears 0.6, more than four times what the resume alone can see. Score the work up front and a genuinely skilled machinist is never lost to a bad interview day, while a smooth talker who cannot dial in an offset gets caught before they scrap a fixture.
Consider the bilingual operator who is flawless on the machine but reads the print in a second language. The trap is letting language and skill collapse into one blurred impression, so an accent costs a capable machinist the job, or a fluent talker slides through despite never holding a tolerance. Grading a CEFR-banded (A1-C2) English proficiency read apart from the machining check keeps both honest: you rate what the person can do at the spindle and how well they communicate as two separate scores, and neither leaks into the other.
| Selection method | Predictive validity (r) |
|---|---|
| Resume / CV review | ~0.14 |
| Unstructured interview | ~0.18 |
| Structured interview | ~0.28 |
| Hands-on skills test | 0.45+ |
| Combined validated methods | 0.6+ |
How do you cut time to hire for CNC operators?
You cut time to hire for CNC operators by moving the skill check to the front and automating the first screen, so a qualified machinist clears your bar in days, not the weeks an idle machine cannot afford. Every day a CNC seat sits empty is unbilled spindle time and overtime on the operators covering it, which makes speed a revenue lever on the shop floor, not just an HR metric.
The bottleneck is rarely the interview itself; it is the stack of resumes nobody on the floor has time to read and the phone tag of scheduling. AI-assisted screening dissolves both. A consistent first pass reads communication, reliability signals, and role fit through interview analysis in a few minutes and hands back a ranked, decision-ready shortlist, so your lead hand only spends bench time on the candidates worth an actual tryout. That is not a fringe tactic anymore: roughly 70% of hiring teams are set to use AI by 2025, and they report screening about 62% faster at 59% lower cost, savings that hit hardest when the empty seat itself is bleeding spindle hours. Route that shortlist straight into your applicant tracking system and the whole pipeline lives in one place instead of scattered across inboxes.
The edge case is the second-shift or seasonal ramp, where you must hire fifteen operators in a month without dropping the skill bar. Speed and rigor look like a trade-off until you make the screen automatic: structure lets you run every applicant through the same setup-and-print check at volume, the same way you would for a seasonal hiring surge, so the bar holds whether you hire one machinist or fifteen.
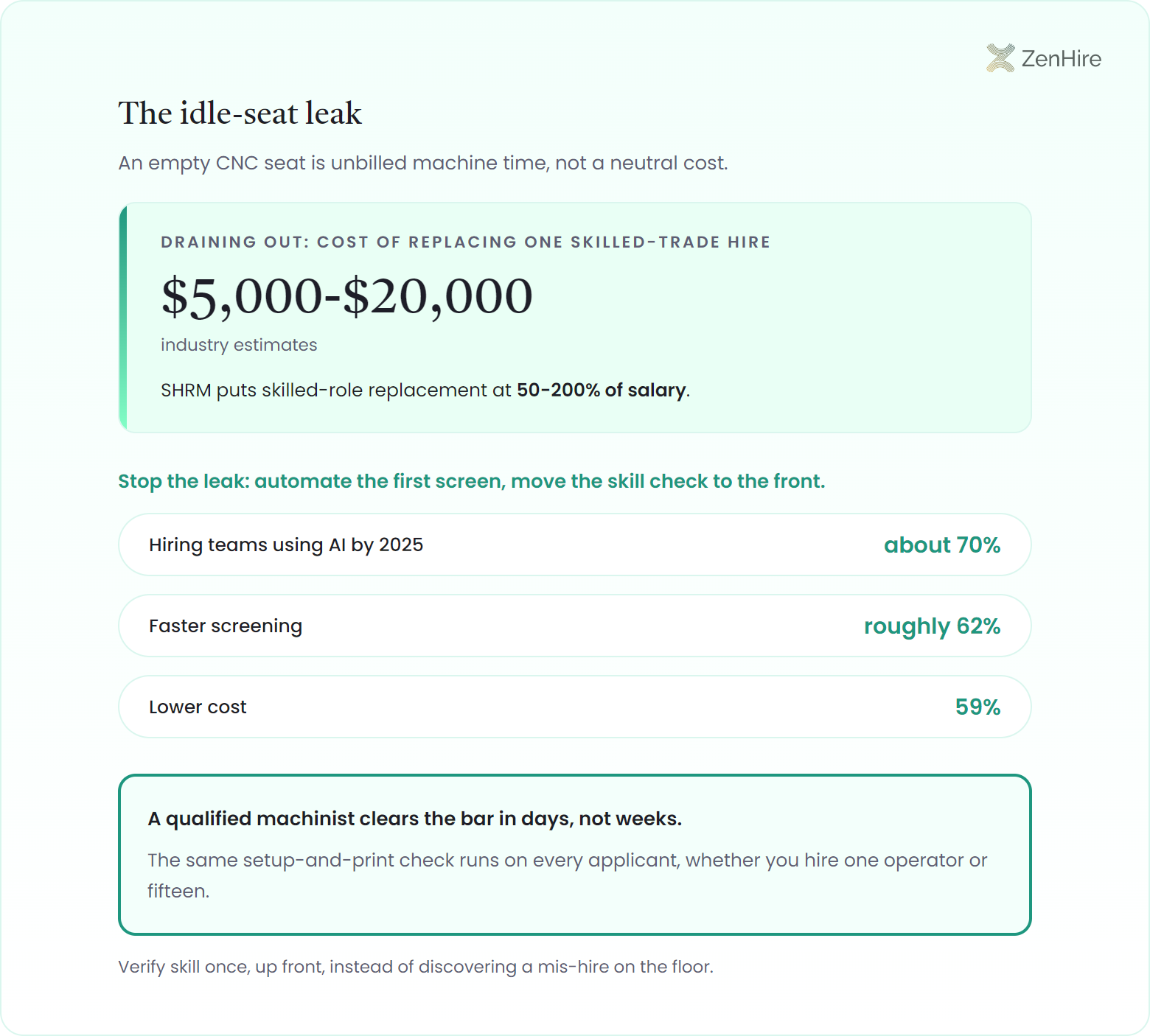
An idle CNC seat is not a neutral cost; it is unbilled machine time. With replacing a single skilled-trade hire estimated at $5,000-$20,000 (industry estimates) and SHRM putting skilled-role replacement at 50-200% of salary, the fastest, most defensible way to protect that spend is to verify skill once, up front, instead of discovering a mis-hire on the floor.

I have sat with manufacturers who can describe a perfect machinist in thirty seconds (reads a print cold, dials in offsets without hand-holding, never scraps a batch) and then hire off a resume that proves none of it. The trade is the most measurable thing in the building, yet the hiring is the least measured. My view is simple: if the job is a hands-on skill, the screen has to be a hands-on skill. Move the practical check to the front, score it the same way for everyone, and you stop guessing at the one thing the resume can never tell you.
Frequently asked questions
How do you hire CNC operators quickly without lowering the bar?+
You hire CNC operators quickly by moving the skill check to the front and automating the first screen, so structure does the filtering and speed never forces a compromise; the same levers that reduce time to hire at volume apply on the shop floor. A consistent first pass returns a ranked shortlist in minutes, and every name on it has already cleared the same print-reading and setup check. Industry research puts that AI-assisted screening at about 62% faster and roughly 59% cheaper.
Where is the best place to find machinists?+
The best place to find machinists is the trade pipeline itself: community college and technical-school machining programs, registered apprenticeships, veteran-transition programs, and referrals from your current operators. Referrals are the highest-yield channel because they arrive pre-vetted on the two things a resume hides: hands-on skill and reliability.
How do you test a CNC operator's skill before hiring?+
You test a CNC operator's skill with a practical check, not a chat: a print-reading task, a tolerance and GD&T question, a setup-and-offsets walkthrough, and a short structured interview scored on the same rubric for everyone. On the bench, that hands-on test tracks real output at 0.45+, where a resume review only reaches about 0.14.
Should I use a staffing agency to hire machinists?+
A staffing agency can fill an urgent gap, but it is expensive for a recurring role: placement fees typically run 15-25% of salary per hire. For seats you fill again and again, building a talent pipeline of trade-school and referral candidates plus a fast, structured screen is almost always cheaper per hire than renting one placement at a time.
How much does it cost to replace a skilled-trade hire?+
Replacing a skilled-trade hire is estimated at about $5,000-$20,000 (industry estimates), and SHRM puts skilled-role replacement at 50-200% of annual salary once you count recruiting, training, ramp-up, and the unbilled machine time while the seat is empty.
Free for hiring CNC operators and machinists
The CNC operator hiring scorecard
A one-page rubric for screening machinists before the offer: the print-reading task, the tolerance and GD&T questions, the setup walkthrough, and the reliability signals to weight.